
Sep 10, 2025
Events
SEMICON Taiwan 2025
Meet us from Sept 10-12 in Taipei at Nangang Exhibition Center, TaiNEX1, hall 1 4F, booth number M0942.
Traditional manufacturing methods such as milling or turning are subtractive, meaning that something is removed from a raw material until the desired object remains in the end. A world-famous example in this regard is Michelangelo's succinct answer to the then Pope's question about how he created his masterful statue of David: "Very simple. I removed from the block of marble everything that is not David." The invention of stereolithography in 1986 by the U.S. American Chuck Hull paved the way for production processes that break with this tradition and instead work additively. In these processes – also known as 3D printing – objects are produced by adding new material layer by layer until, once the top layer is completed, the finished object is there. The first 3D printer went on sale in 1988. Since then, a wide variety of 3D printing technologies have evolved, with rapidly growing markets.
The basic principle of all 3D printing technologies is always the same: the object to be printed is first designed in the computer as a CAD model, and then the layers are built up from a liquid or solid material under computer control. Sophisticated hardening and/or melting processes make sure that the individual layers are firmly bonded together, so that the printed object becomes stable. Additive manufacturing methods that use plastic as a layer material have already reached a high degree of maturity and are indispensable in prototype construction, in the series production of high-performance polymers in aviation or medical technology, and also in home applications. 3D metal printing methods, on the other hand, required a somewhat longer start-up time: only in recent years have technologies matured that guarantee a sufficiently high structural strength of the metal layers and thus make 3D metal printing an attractive manufacturing method beyond pure prototyping. Since then, 3D metal printing methods have increasingly conquered market shares, with annual growth rates of up to 30 percent. This is hardly surprising, as they allow for the production of metal parts with maximum durability at the lowest possible weight, e.g., for complex metal components with topologically optimized geometries in the automotive industry. Even materials that are difficult to process, such as superalloys, can be reliably processed using 3D metal printing.
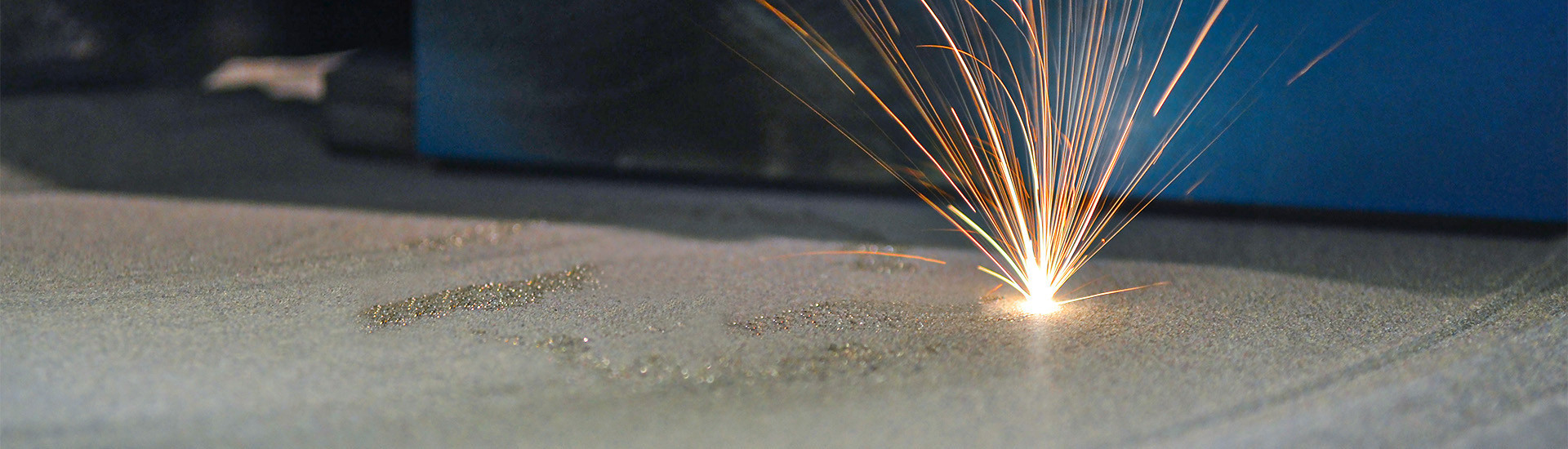
At present, the two most widely used 3D metal printing methods are LB-PBF, short for Laser Beam Powder Bed Fusion, and EB-PBF, short for Electron Beam Powder Bed Fusion. In both powder bed fusion processes, a metal powder is introduced layer by layer into a forming chamber and each new powder layer is melted – either by a laser or by an electron beam – and in this way bonded to the respective underlying layer.
Since most of the metals used for 3D printing are very reactive – they particularly love oxygen – the conditions inside the forming chamber must be meticulously specified and then also controlled, otherwise the individual metal layers can never bond to form a large whole. Whereas LB-PBF uses atmospheric pressure or even overpressure in the forming chamber, the EB-PBF method requires stable vacuum conditions in the range of 10-4 mbar inside the chamber. The so-called gun chamber, where the e-beam is generated, must also be under vacuum and hermetically shielded from the environment in order to achieve the required electron beam intensity. "E-beams play an important role in numerous applications, e.g., in electron microscopes, so VAT brings a great deal of experience to all issues relating to the isolation of the gun chamber," explains Yiyuan Tang, VAT Sector Manager Industrial Applications. For example, VAT valves of the series 09 are suitable as isolation valves towards the gun chamber pump. "Thanks to the wedge design, this extremely robust valve is particularly suitable for processes in which deposits can occur on the valve seals. Also, there is the possibility to open the valve in case of differential pressure," Yiyuan Tang describes the advantages of this series. "The valve is available with different sealing materials, for example with a FFKM special elastomer for a high temperature tolerance up to 200°C at the valve disc." In order to interrupt the electron beam between the gun chamber and the forming chamber, VAT isolation valves of the series 01 are a good choice. "These compact valves up to DN50 have an impressive leakage rate of less than 10-9 mbar l/s und a very small installation depth," emphasizes Yiyuan Tang.
Once the e-beam enters the vacuum chamber and starts the actual manufacturing process there, gases are inevitably released. This may lead to the electron beam losing its strong focus. Accordingly, the process pressure must be able to be reliably regulated in order to keep the scattering of the electron beam as low as possible. "For vacuum applications where a precisely defined gas flow is not required, but where the process pressure in the chamber is the decisive parameter, the VAT gas inlet valve of the series 62.7 comes into play," Yiyuan Tang reports. This high-precision gas dosing valve is characterized by its ability to control gas volume flows very finely over a very wide pressure range – and in an exactly reproducible manner, so that there is no need to worry about fluctuations even over long operating intervals. "With its enormously wide control range, the 62.7 valve is quite unique on the market," adds Yiyuan Tang proudly.
An alternative option is the downstream regulation of the chamber pressure by means of a control valve between the chamber and the vacuum pump, for example a VAT series 64.2 valve, or the even finer and extremely compact VAT pendulum valve of the series 65.3. "Thanks to the enormous range of the VAT portfolio, we can respond to our customers' requirements in completely individual ways – from coarse control with three-position valves to flexible gas inlet control and butterfly valves for downstream control, anything is feasible!"
In LB-PBF, the laser-based 3D metal printing method, no vacuum is required inside the forming chamber, but an inert gas atmosphere with an overpressure of about 1 bar. At the same time, the air inside the chamber must be continuously exchanged so that smoke or other unwanted gases can escape. "Again, it is crucial that the atmosphere inside the chamber remains stable, otherwise optimal 3D printing results cannot be achieved," reveals Yiyuan Tang. "For the upstream control of the gas flow, the 62.7 valve is again a good choice, but now the control is not pressure-dependent, but depends on various atmospheric parameters." For the downstream control variant, a VAT wedge valve of the series 09 (with said FFKM seal) comes into play again, this time as a temperature-resistant isolation valve between the forming chamber and the blower, which effectively prevents large-area deposits.
Regardless of whether EB-PBF or LB-PBF: the forming chamber must have a safe access option, e.g., in order to be able to mechanically intervene in the printing process or to remove the finished workpiece. This is where VAT doors of the series 06 come in handy, as they are, e.g., used for glass coatings. A huge advantage of VAT doors is that they are available for almost any opening dimension and shape! Whether square, rectangular, round, or oval – VAT can specifically respond to every customer request. "By matching the doors exactly to the chamber design, one can achieve an enormously high degree of compactness of the system without increasing the internal volume of the chamber," remarks Yiyuan Tang.
Speaking of compactness: processes such as LB-PBF require many different types of valves, and possibly also sensors, which must interact extremely efficiently to ensure optimum printing results. Traditionally, all valve solutions are flanged to the forming chamber. However, one can also combine the valves and valve functions into units with defined connections in a single housing. Such valve units can be precisely matched to the application in question, and in this way it is possible, for example, to maximize the dimensions of the object to be printed. So-called valve inserts, in which individual valve functions are implemented directly in the forming chamber (omitting the valve housing), also significantly reduce the construction volume and the sealing areas. However, in order for such integrated solutions to make the most of their strengths, appropriate planning must be carried out as early as possible during the design of the process chamber – not least because production across several manufacturing parties can be very costly in terms of time and logistics. This is where VAT's complete solutions offer an economically interesting simplification of manufacturing – with reduced assembly time and space requirements, less warehousing and an overall greater flexibility. "In this way, our customers can save valuable resources for assembly, quality control and supplier management," Yiyuan Tang is pleased to report. "Especially for small batch production, this can be a very interesting option." Of course, customers can still individually add further components to the VAT modules, such as a laser source or a pump.
Stable vacuum conditions play a key role not only in 3D metal printing itself, but also in the production of the metal powder required for 3D metal printing. After all, in order to achieve the ideal quality of the component to be printed, the powder grains must be as homogeneous as possible in terms of their composition, size and (spherical) shape. "If a metal powder with different grain sizes is used, the powder layers cannot be brought together uniformly," Yiyuan Tang sums up the problem. A proven technology for creating such homogeneous powder grains is called vacuum induction melting with inert gas atomization. In this process, a melted metal flows through a high-pressure extruder filled with inert gas, which then atomizes the melted metal stream into droplets like a snow cannon. During subsequent cooling in a vacuum chamber, the droplets solidify into spherical powder particles. Note that the droplet size and quality depend to a large extent on the pressure difference at the outlet of the extruder, so the conditions in the downstream vacuum chamber must be extremely precisely controllable. "In this application, the used vacuum valves are heavily challenged, especially because of the particles flying around and the high temperatures," Yiyuan Tang points out.
In practice, for this application (with a vacuum base pressure of about 10-4 mbar) the VAT valves of the series 17.2 have proven their worth in effectively separating the various plant areas from each other, e.g., when the manufactured powder is to be removed. Thanks to a protective ring, which moves into the valve opening once the gate is opened, the inside of the valve as well as its mechanics are reliably protected against powder dust. For valve openings larger than DN400, VAT valves of the series 19.0 can be used as an alternative. "For both valve types, there is an optional water cooling system on the flanges," Yiyuan Tang names another advantage of the VAT valves. Here, too, the temperature range of the valves can be flexibly adjusted to up to 200°C at the valve disc with the aid of various sealing materials. And for those who like it even hotter: the grease-free VAT valves of the series 10.8 can withstand temperatures of up to 250°C! In this way, the VAT solutions can be tailored to any application, no matter how hot, and achieve maximum production quality and stability.


